


炉温曲线
焊锡曲线图
焊接与清洁
非密封开关用户面临的大多数生产和现场问题都是由焊接和清洁过程中内部开关触点污染所致。开关可能会出现断续运行的情况(特别是在小功率应用条件下), 在工厂测试或后续现场应用过程中可能会断开。焊接和清洁过程中仔细应对可避免可能遇到的大多数过程污染问题。
手工焊接和设备焊接均有可能造成污染。手工焊接和清洁必须由经适当培训的人员使用小径焊料(0.030-0.040 英寸)和低功率烙铁(不超过 25-40 瓦)执行。焊接时间不应超过 3 秒左右。焊剂清理过程中切勿用清洁剂浸泡或喷淋开关的未密封部位。
| 表面贴装技术 (SMT) 回流焊曲线图参考 | 典型表面贴装技术回流焊曲线图 |
 |  |
|
|
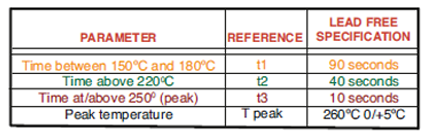
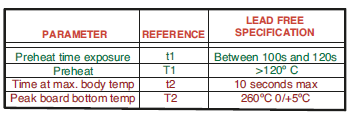
波峰焊曲线图参考
热冲击耐性

执行 2 次温度曲线:
| |
|
注:并非所有 CHA 产品都依照该方案进行测试。详细信息请查阅产品信息。
